
Угол оплётки 54°44’: почему этот параметр влияет на ресурс гидравлического рукава
2026-06-01

При выборе гидравлического рукава большинство закупщиков обращают внимание на рабочее давление, внутренний диаметр, тип армирования и совместимость фитингов. Однако существует параметр, который редко указывается в коммерческих каталогах, но напрямую влияет на стабильность работы рукава под давлением — угол оплётки стальной проволоки.
Для классических рукавов со стальной оплёткой (SAE 100 R1 / R2 и аналогичных конструкций) ключевым считается угол около 54°44’. В инженерной практике его часто называют «нейтральным углом» (Neutral Angle).
Именно этот параметр во многом определяет:
• устойчивость рукава под давлением;
• величину осевого удлинения;
• сопротивление импульсным нагрузкам;
• стабильность соединений;
• общий срок службы гидравлической линии.
Конструкция гидравлического рукава
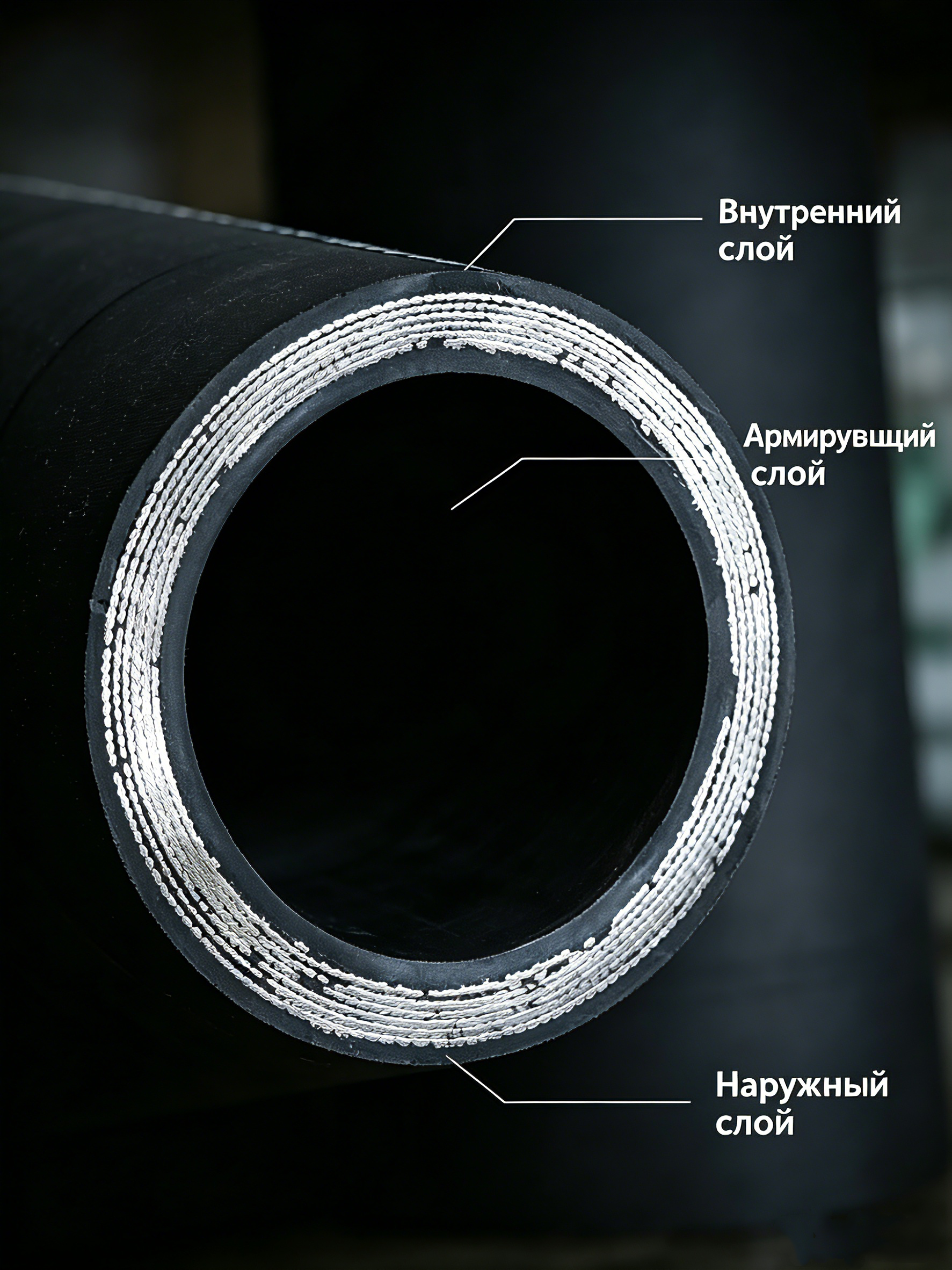
Стандартный рукав высокого давления со стальной оплёткой обычно состоит из трёх основных слоёв:
1. Внутренний резиновый слой (Inner Tube) Обеспечивает стойкость к рабочей жидкости и герметичность.
2. Усиливающий слой из стальной проволоки (Reinforcement Layer) Воспринимает основную механическую нагрузку от внутреннего давления.
3. Наружный защитный слой (Outer Cover) Защищает армирование от истирания, влаги, масел и внешних воздействий.
Именно геометрия армирующего слоя определяет поведение рукава при рабочем давлении.
Что такое угол оплётки
Угол оплётки — это угол между направлением проволоки и продольной осью рукава.
На практике угол обычно находится в диапазоне от 45° до 65°.
Изменение этого параметра влияет на распределение нагрузки между:
• окружным напряжением;
• осевым напряжением.
При слишком малом угле возрастает склонность к радиальному расширению рукава под давлением.
При слишком большом угле может увеличиваться осевое удлинение и нагрузка на фитинговые соединения.
Для классических двухоплёточных конструкций значение около 54°44’ считается наиболее близким к сбалансированному состоянию.

Почему именно 54°44’
В основе лежит классическая теория тонкостенных цилиндров и механика армированных оболочек.
При внутреннем давлении стенка рукава испытывает два основных напряжения:
• окружное (hoop stress);
• осевое (axial stress).
Для тонкостенной цилиндрической конструкции окружное напряжение примерно в два раза выше осевого.
При анализе сил, действующих на армирующую проволоку, условие близкого к равновесию состояния достигается при:
tan²θ ≈ 2
что соответствует углу:
θ ≈ 54°44’
На практике это позволяет минимизировать изменение геометрии рукава под рабочим давлением и снизить внутренние напряжения в армирующем слое.
Следует учитывать, что данное значение относится прежде всего к классическим конструкциям со стальной оплёткой. Для многоспиральных, термопластиковых и специализированных рукавов оптимальные углы армирования могут отличаться.
Как отклонение угла влияет на ресурс
Даже небольшие отклонения параметров оплётки способны повлиять на долговечность рукава при циклических нагрузках.
1. Повышенная деформация под давлением
Нарушение геометрии армирования приводит к увеличению:
• радиального расширения;
• осевого перемещения;
• внутренних напряжений в резиновом слое.
Это особенно критично для мобильной гидравлики и систем с высокочастотными импульсами давления.
2. Снижение импульсного ресурса
В гидросистемах давление редко бывает постоянным. Рукав постоянно работает в режиме циклических нагрузок.
При неравномерном распределении усилий возрастает усталостная нагрузка на:
• стальную проволоку;
• межслойную адгезию;
• внутренний слой резины.
Практика эксплуатации и результаты испытаний показывают, что нестабильная геометрия армирования может существенно сократить импульсный ресурс рукава.
3. Дополнительная нагрузка на фитинги
Избыточное осевое удлинение приводит к дополнительной нагрузке на соединения и может вызывать:
• микроподтекания;
• ослабление соединений;
• смещение рукава в линии;
• ускоренный износ наружного слоя.
Почему этот параметр сложно контролировать
Угол оплётки зависит одновременно от нескольких производственных факторов:
• скорости вращения оплёточной машины;
• скорости протяжки рукава;
• диаметра проволоки;
• шага оплётки;
• натяжения армирующей проволоки.
Даже небольшие отклонения скорости или натяжения способны изменить фактическую геометрию армирования.
Поэтому стабильность производства определяется не только оборудованием, но и системой технологического контроля.
Как контролируется угол оплётки на производстве
На современных производственных линиях обычно применяются:
• синхронизация скорости оплёточной машины и протяжки;
• контроль шага оплётки;
• периодическая проверка геометрии образцов;
• регистрация производственных параметров;
• контроль импульсных испытаний готовой продукции.
Для промышленных гидравлических рукавов стабильность этих параметров напрямую влияет на повторяемость характеристик партии.
На что стоит обращать внимание при выборе поставщика
При выборе производителя гидравлических рукавов рекомендуется оценивать не только паспортные характеристики давления.
Практически важны также:
• стабильность наружного диаметра;
• качество армирующего слоя;
• результаты импульсных испытаний;
• повторяемость параметров между партиями;
• наличие производственного контроля.
Надёжность гидравлического рукава определяется не одним параметром, а стабильностью всей технологии изготовления.
Заключение
Угол оплётки 54°44’ — это не маркетинговый термин, а один из базовых принципов классической конструкции гидравлического рукава со стальной оплёткой.
Точный контроль геометрии армирования позволяет:
• повысить стабильность работы рукава;
• уменьшить деформацию под давлением;
• увеличить ресурс при импульсных нагрузках;
• снизить риск отказов гидросистемы.
Именно поэтому профессиональные производители уделяют особое внимание контролю параметров оплётки на всех этапах производства.
Связаться с нами
Для быстрого расчёта стоимости укажите:
• область применения;
• рабочую среду;
• рабочее давление;
• рабочую температуру;
• размер рукава;
• тип соединений.
E-mail: sales@jxrubberhose.com
Телефон: +86-318-4308427
Мобильный: +86-15631895830